
鋁合金熱處理特點與鋼的熱處理有哪些不同?
日期:2020-01-09
鋁合金鑄件得熱處理就是選用某一熱處理規(guī)范,控制加熱速度升到某一相應(yīng)溫度下保溫一定時間以一定得速度冷卻,改變其合金的組織,其主要目的是提高合金的力學(xué)性能,增強耐腐蝕性能,改善加工型能,獲得尺寸的穩(wěn)定性。

眾所周知,對于含碳量較高的鋼,經(jīng)淬火后立即獲得很高的硬度,而塑性則很低。然而對鋁合金并不然,鋁合金剛淬火后,強度與硬度并不立即升高,至于塑性非但沒有下降,反而有所上升。但這種淬火后的合金,放置一段時間(如4~6晝夜后),強度和硬度會顯著提高,而塑性則明顯降低。淬火后鋁合金的強度、硬度隨時間增長而顯著提高的現(xiàn)象,稱為時效。時效可以在常溫下發(fā)生,稱自然時效,也可以在高于室溫的某一溫度范圍(如100~200℃)內(nèi)發(fā)生,稱人工時效。
鋁合金的時效硬化是一個相當(dāng)復(fù)雜的過程,它不僅決定于合金的組成、時效工藝,還取決于合金在生產(chǎn)過程中縮造成的缺陷,特別是空位、位錯的數(shù)量和分布等。目前普遍認(rèn)為時效硬化是溶質(zhì)原子偏聚形成硬化區(qū)的結(jié)果。
硬化區(qū)的大小和數(shù)量取決于淬火溫度與淬火冷卻速度。淬火溫度越高,空位濃度越大,硬化區(qū)的數(shù)量也就越多,硬化區(qū)的尺寸減小。淬火冷卻速度越大,固溶體內(nèi)所固定的空位越多,有利于增加硬化區(qū)的數(shù)量,減小硬化區(qū)的尺寸。
沉淀硬化合金系的一個基本特征是隨溫度而變化的平衡固溶度,即隨溫度增加固溶度增加,大多數(shù)可熱處理強化的的鋁合金都符合這一條件。
一:鋁及 鋁合金 熱處理的基本知識
1.鋁及鋁合金熱處理的作用
將鋁及鋁合金材料加熱到一定的溫度并保溫一定時間以獲得預(yù)期的產(chǎn)品組織和性能。
2.鋁及鋁 合金 熱處理的主要方法及其基本作用原理
(1)鋁及鋁合金熱處理的分類(如下圖)
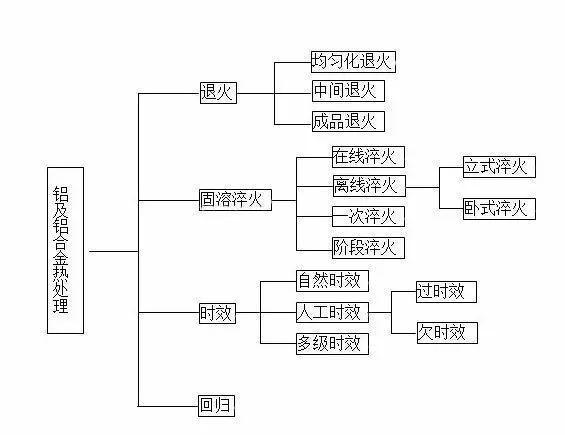
鋁及鋁合金熱處理分類
(2)鋁及鋁合金熱處理基本作用原理
(1) 退火:產(chǎn)品加熱到一定 溫度 并保溫到一定時間后以一定的冷卻速度冷卻到室溫。通過原子擴散、遷移,使之組織更加均勻、穩(wěn)定、,內(nèi)應(yīng)力消除,可大大提高材料的塑性,但強度會降低。
①鑄錠均勻化退火:在高溫下長期保溫,然后以一定速度(高、中、低、慢)冷卻,使鑄錠化學(xué)成分、組織與性能均勻化,可提高材料塑性20%左右,降低擠壓力20%左右,提高擠壓速度15%左右,同時使 材料 表面處理質(zhì)量提高。
②中間退火:又稱局部退火或工序間退火,是為了提高材料的塑性,消除材料內(nèi)部加工應(yīng)力,在較低的溫度下保溫較短的時間,以利于續(xù)繼加工或獲得某種性能的組合。
③完全退火:又稱成品退火,是在較高溫度下,保溫一定時間,以獲得完全再結(jié)晶狀態(tài)下的軟化組織,具有很好的 塑性 和較低的強度。
(2)固溶淬火處理:將可熱處理強化的鋁合金材料加熱到較高的溫度并保持一定的時間,使材料中的第二相或其它可溶成分充分溶解到鋁基體中,形成過飽和固溶體,然后以快冷的方法將這種過飽和固溶體保持到室溫,它是一種不穩(wěn)定的狀態(tài),因處于高能位狀態(tài),溶質(zhì)原子隨時有析出的可能。但此時材料塑性較高,可進行冷加工或矯直工序。
①在線淬火:對于一些淬火敏感性不高的合金材料,可利用擠壓時 高溫 進行固溶,然后用空冷(T5)或用水霧冷卻(T6)進行淬火以獲得一定的組織和性能。
②離線淬火:對于一些淬火敏感性高的合金材料必須在專門的熱處理爐中重新加熱到較高的溫度并保溫一定時間,然后以不大于15秒的轉(zhuǎn)移時間淬入水中或油中,以獲得一定的組織和性能,根據(jù)設(shè)備不同可分為鹽浴淬火、空氣淬火、立式淬火、臥式淬火。
(3)時效:經(jīng)固溶淬火后的材料,在室溫或較高溫度下保持一段時間,不穩(wěn)定的過飽和固溶體會進行分解,第二相粒子會從過飽和固溶體中析出(或沉淀),分布在α(AL)鋁晶粒周邊,從而產(chǎn)生強化作用稱之為析出(沉淀)強化。
自然時效:有的合金(如2024等)可在室溫下產(chǎn)生析出強化作用,叫做自然時效。
人工時效:有些合金(如7075等)在室溫下析出了強化不明顯,而在較高溫度下的析出強化效果明顯,稱為人工時效。
人工時效可分為欠時效和過時效。
①欠時效:為了獲得某種性能,控制較低的時效溫度和保持較短的時效時間。
②過時效:為了獲得某些特殊性能和較好的綜合性能,在較高的溫度下或保溫較長的時間狀態(tài)下進行的時效。
③多級時效:為了獲得某些特殊性能和良好的綜合性能,將時效過程分為幾個階段進行。可分為二階段、三階段時效
(4) 回歸處理:為了提高塑性,便于冷彎成形或矯正形位公差,將已淬火時效的產(chǎn)品,在高溫下加溫較短的時間即可恢復(fù)到新淬火狀態(tài)叫回歸處理。
二:鋁合金淬火冷卻速度
鋁合金淬火爐之淬火時的冷卻速度必須確保過飽和固溶體被固定下來不分解。防止強化相析出,降低淬火時效后的力學(xué)性能。
因此淬火時的冷卻速度越快越好。但是 冷卻速度越大,淬火制品的殘余應(yīng)力和殘余變形也越大,因此冷卻速度要根據(jù)不同的合金和不同形狀、尺寸的制品來確定。
一般合金的淬火對冷卻速度敏感性強的,選擇的冷卻速度要大。如2A11,2A12合金淬火冷卻速度應(yīng)在50℃/S以上,而7A04合金對冷卻速度非常敏感,其淬火冷卻速度要求在170℃/S以上。
對于形狀、尺寸大小不同的制品應(yīng)采用不同的冷卻速度,通常主要靠調(diào)整淬火介質(zhì)的溫度來實現(xiàn)。對于形狀簡單、中小型、棒材可用室溫水淬火(水溫一般 L0~35℃),對于形復(fù)雜、壁厚差別較大的型材,可用40~50℃的水淬火。
而對于特別易產(chǎn)生變形的制品,甚至可以將水溫升至75~85℃進行淬火。試 驗證明隨著水溫升高使其淬火制品的力學(xué)性能和抗蝕性能有所降低。
鋁合金淬火爐之鋁合金常用的淬火介質(zhì)是水。因為水的粘度小、熱容量大,蒸發(fā)熱快,冷卻能力強,而且使用非常方便、經(jīng)濟。
但是它的缺點是在加熱后冷卻能力降低。淬火加熱的制品在水中冷卻可以分為三個階段:第一階段為膜狀沸騰階段。當(dāng)熾熱制品與冷水剛接觸時,在其表面立即形成一層不均勻的過熱蒸汽薄膜,它很 牢固,導(dǎo)熱性不好,使制品的冷卻速度降低。
第二階段為氣泡沸騰階段。當(dāng)蒸汽薄膜破壞時,靠近金屬表面的液體產(chǎn)生劇烈的沸騰,發(fā)生強烈的熱交換。第三階段為 熱量對流階段,冷卻水的循環(huán),或制品左右擺動、或上下移動,增加制品表面與水產(chǎn)生對流的熱交換,以提高冷卻速度。
根據(jù)上面分析,為了很快突破第一階段,迸一步冷卻,保證淬火制品冷卻均勻,需要在淬火水槽中裝有壓縮空氣管,以便攪拌,同時制品入水槽后要作適當(dāng)?shù)臄[動。
另外為保證水溫不會升高太多,淬火槽應(yīng)有足夠的容量(一般應(yīng)為淬火制品總體積的20倍以上)。而且冷卻水應(yīng)有循環(huán)裝置。
除了調(diào)節(jié)水溫來控制鋁合金淬火爐的淬火冷卻速度外,還可以在冷卻水中加入不同的溶劑來調(diào)節(jié)水的冷卻能力。
通常采用聚乙醇水溶液作為冷卻介質(zhì),同時還可以調(diào)節(jié)聚乙醇水溶液濃度來控制制品淬火的冷卻速度。一般易變形的制品,經(jīng)常用這種聚乙醇水溶液來淬火。
三:鋁合金型材的風(fēng)冷和水冷淬火有什么不同
鋁合金的淬火為高溫突然降到低溫為淬火, 例如鋼刀刀刃要在水中淬火,才硬和鋒利, 而鋁材的淬火也有水冷淬火,也有風(fēng)冷淬火。
建筑用6063鋁型材即用風(fēng)冷淬火,把淬火后的鋁型材放在時效爐內(nèi)時效一定時間,鋁型材內(nèi)部結(jié)晶重新排列,機械強度明顯提高。在金屬所有合金中,唯獨只有鋁合金有時效狀態(tài)。
鋁合金擠壓型材成形溫度為460~500度,一般要求淬火后的溫度為200。通過高溫擠壓成型,固溶熱處理后(淬火)進行人工時效的狀態(tài)為風(fēng)冷(T5);通過高溫擠壓成型過程冷卻,然后進行人工時效的狀態(tài)為水冷(T6)。
俗話說的:T5是擠出后風(fēng)冷的。T6是擠出后水冷的,經(jīng)水淬火后硬度就提高了。就這么簡單。但是鋁材需要拉彎的話,盡量不要T6的狀態(tài)。
有的人認(rèn)為T5與T6的區(qū)別僅是冷卻速度的區(qū)別,不是風(fēng)冷水冷的區(qū)別。風(fēng)冷的冷卻速度夠大,也能達到T6效果,反之,水冷但冷卻速度不夠大也只能是T5的效果!
其實T6狀態(tài)既可以進行在線淬火(水冷或強風(fēng)冷),也可以進行離線淬火(用淬火爐淬火),但要根據(jù)客戶的要求和產(chǎn)品品種規(guī)格來定。
在實際生產(chǎn)中,不管采用哪種生產(chǎn)工藝關(guān)鍵是要達到該鋁型材產(chǎn)品的力學(xué)性強度要求。
硬度跟風(fēng)冷速度和水冷速度沒有多大關(guān)系的。
冷卻效果越好時效后硬度就會越好,為什么會有T5與T6之分,因為T5風(fēng)冷產(chǎn)品尺寸不會變形,幾乎所有門窗之類的型材都會選擇T5,而T6材是水冷厚度比較薄的型材遇水就會變形,特別是有開口的東西很容易遇水就變形。
當(dāng)然還可以用飄水的形式來過水,就是那種噴霧式的過水方式。產(chǎn)品過水后的效果當(dāng)然會比風(fēng)冷效果要好的多。6063-T5在10-13之間6063-T6可達到13以上。
版權(quán)所有 湖州恒輝科技有限公司
浙ICP備20006723號-1

